通过认证
通过认证
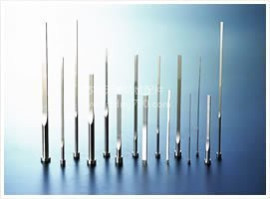
“恒通兴专业模具顶针加工厂家 规格齐全耐磨耐热模具顶针配件”参数说明
| 认证: | 内部 | 品牌: | 米思米 |
| 型式: | 多款供选 | 镶硬质合金: | 多款供选 |
| 精度: | 0.002 | 尾椎大端直径: | 按图加工 |
| 总长: | 按图加工 | 最大外径: | 按图加工 |
| 适用机床: | 皆可 | 材质: | SKD61 |
| 承载量: | 中负荷型 | 接头材料: | SKD61 |
| 型号: | 多款 | 规格: | 按图加工 |
| 商标: | 模具顶针加工厂家 | 包装: | 模具顶针加工厂家 |
| 产量: | 10000 |
“恒通兴专业模具顶针加工厂家 规格齐全耐磨耐热模具顶针配件”详细介绍
材质:SKD61 硬度:HRC58-60 类型:模具配件 别名:顶杆
适用模具类型:塑胶模 型号:多款 品牌:MISUMI
产品信息:顶针及配套塑料模具的设计标准
1.顶针小于3㎜的要用两节顶针。
2.用杆顶出的顶块,要求杆镶入顶块8㎜。顶块必须有导套,导套要有固定
3.碰到小顶块不能用螺丝固定的,请设计用销子定位
4.顶片的R角一定要设计
5.在模具既可以用顶片也可以用顶针脱模的情况下,优先考虑顶针。
6.顶针的透刀剩20-25㎜。
7.顶针板的左右间隙透刀0.5㎜。
8.顶针板必须有下导柱。
9.顶针板复位尽量优先考虑顶出配件,(除客户要求弹簧 )
10.顶出尽量采用大一点的顶针(受力和寿命) 。
11.能用斜顶使产品自动脱的前提下,尽量避免用气顶。
12.型芯、型腔气门要设计同心(尤其透明产品)。
13.模具设计仔细计算顶出距离,避免导致顶出行程不足。
14.没有原样的产品要认真仔细的考虑顶出位置和顶出方式。
厂家信息:恒通兴主营产品:冲头,冲针,SKD11冲头,高速钢冲头,钨钢冲头,SKH51冲头,SKH-9冲头,DC53冲头,异形冲头,冲针冲头。衬套,等高套,钨钢等高套,浮升销,引导浮升销,引导针,钨钢冲针。导柱,导套,滚珠导套,独立导柱,精密导柱。顶针,SKD61顶针,扁顶针,托针,射销,司筒针,司筒,推管,SKD61司筒,有托司筒。
恒通兴官网:http//www.htx99.com/?Li
适用模具类型:塑胶模 型号:多款 品牌:MISUMI
产品信息:顶针及配套塑料模具的设计标准
1.顶针小于3㎜的要用两节顶针。
2.用杆顶出的顶块,要求杆镶入顶块8㎜。顶块必须有导套,导套要有固定
3.碰到小顶块不能用螺丝固定的,请设计用销子定位
4.顶片的R角一定要设计
5.在模具既可以用顶片也可以用顶针脱模的情况下,优先考虑顶针。
6.顶针的透刀剩20-25㎜。
7.顶针板的左右间隙透刀0.5㎜。
8.顶针板必须有下导柱。
9.顶针板复位尽量优先考虑顶出配件,(除客户要求弹簧 )
10.顶出尽量采用大一点的顶针(受力和寿命) 。
11.能用斜顶使产品自动脱的前提下,尽量避免用气顶。
12.型芯、型腔气门要设计同心(尤其透明产品)。
13.模具设计仔细计算顶出距离,避免导致顶出行程不足。
14.没有原样的产品要认真仔细的考虑顶出位置和顶出方式。
厂家信息:恒通兴主营产品:冲头,冲针,SKD11冲头,高速钢冲头,钨钢冲头,SKH51冲头,SKH-9冲头,DC53冲头,异形冲头,冲针冲头。衬套,等高套,钨钢等高套,浮升销,引导浮升销,引导针,钨钢冲针。导柱,导套,滚珠导套,独立导柱,精密导柱。顶针,SKD61顶针,扁顶针,托针,射销,司筒针,司筒,推管,SKD61司筒,有托司筒。
恒通兴官网:http//www.htx99.com/?Li