通过认证
通过认证
“钢筋UN对焊机9嘴液化气焊环火盘”参数说明
| 是否有现货: | 是 | 品牌: | 热熔焊接 |
| 电流: | 热熔焊接 | 作用对象: | 金属 |
| 用途: | 碰焊接钢筋 | 材料及附件: | 焊炬、割炬 |
| 作用原理: | 热熔焊接 | 工作台移动范围: | 100mm |
| 焊接压力: | 20MPA | 外形尺寸: | 120mm |
| 重量: | 1 | 型号: | Y9嘴 |
| 规格: | 9头 | 商标: | 蓝光 |
| 包装: | 纸箱 | 九头型: | 120mm |
| 产量: | 9990 |
“钢筋UN对焊机9嘴液化气焊环火盘”详细介绍
钢筋焊接机9头液化气焊炬
钢筋气压对焊与套筒连接对比有以下显著特点:一是钢筋气压焊接机焊接全过程不用电,不用焊条和焊剂,依靠母材本身固相接合;由于没有外来金属,焊缝不存在铸造组织,几乎不会出现夹渣、气孔等焊接常见缺陷。二是钢筋气压对焊机相对小巧灵活,能够轻松满足攀高、狭窄空间、钢筋密集区的作业,操作过程快捷、安全、方便。三是钢筋接头强度高,性能可靠。根据在达州和东阳光电厂的使用情况,强度合格率能达到100%。四是钢筋气压焊接设备轻巧、移动方便,操作简便,适用于各种位置、各种方向、多种直径钢筋,以及各种材质的钢筋的焊接。五是气压对焊对钢筋端部要求不高,操作人员的素质要求也不高,工序简单。六是气压焊接机设备投资小,节约钢材,无须大功率电源,工程造价费用低等优点。七是气压焊接法具有施工速度快,无溅落焊渣等废物。由于施工作业时没有焊渣,所以省去了作业后清理现场焊渣等杂物的时间。气压焊接头速度平均每班焊接都在 200--300个钢筋头以上,熟练工人每班能焊接钢筋头800个以上。八是钢筋受力状况好。钢筋气压焊接法使得钢筋在同一轴线上,受力状况好。九是更具经济性。气压对焊一个直径32毫米钢筋接头的成本是套筒连接一个直径32毫米钢筋接头的5.4倍。
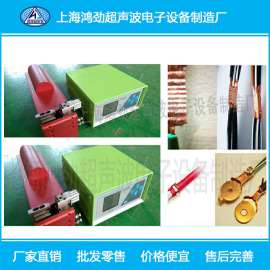
钢筋气压焊接机加热器是环状多个焊嘴的焊炬,主要担任建筑钢筋气压对焊接的加热焊接。蓝光牌新型钢筋对焊机加热器具有加热效率高,回火等故障率低,使用方便快捷,操作灵活安全的特点。9头焊枪优化了焊咀组合方位,延长了最易损坏的下方两个焊咀工作寿命;焊咀内芯采用最新型的7瓣梅花组合形状,显著增强了火力强度提高了焊接速度。9头加热器使用石油液化气和氧气,适合焊接钢筋直径25-38毫米。焊枪圈外经140mm,开口40mm。
建筑钢筋施工中采用钢筋气压焊接机能够轻松完成闪光焊和电渣焊两套设备全方位的钢筋焊接工作,且质量和效益优于后者两套设备!
钢筋气压对焊与套筒连接对比有以下显著特点:一是钢筋气压焊接机焊接全过程不用电,不用焊条和焊剂,依靠母材本身固相接合;由于没有外来金属,焊缝不存在铸造组织,几乎不会出现夹渣、气孔等焊接常见缺陷。二是钢筋气压对焊机相对小巧灵活,能够轻松满足攀高、狭窄空间、钢筋密集区的作业,操作过程快捷、安全、方便。三是钢筋接头强度高,性能可靠。根据在达州和东阳光电厂的使用情况,强度合格率能达到100%。四是钢筋气压焊接设备轻巧、移动方便,操作简便,适用于各种位置、各种方向、多种直径钢筋,以及各种材质的钢筋的焊接。五是气压对焊对钢筋端部要求不高,操作人员的素质要求也不高,工序简单。六是气压焊接机设备投资小,节约钢材,无须大功率电源,工程造价费用低等优点。七是气压焊接法具有施工速度快,无溅落焊渣等废物。由于施工作业时没有焊渣,所以省去了作业后清理现场焊渣等杂物的时间。气压焊接头速度平均每班焊接都在 200--300个钢筋头以上,熟练工人每班能焊接钢筋头800个以上。八是钢筋受力状况好。钢筋气压焊接法使得钢筋在同一轴线上,受力状况好。九是更具经济性。气压对焊一个直径32毫米钢筋接头的成本是套筒连接一个直径32毫米钢筋接头的5.4倍。
钢筋气压焊接机加热器是环状多个焊嘴的焊炬,主要担任建筑钢筋气压对焊接的加热焊接。蓝光牌新型钢筋对焊机加热器具有加热效率高,回火等故障率低,使用方便快捷,操作灵活安全的特点。9头焊枪优化了焊咀组合方位,延长了最易损坏的下方两个焊咀工作寿命;焊咀内芯采用最新型的7瓣梅花组合形状,显著增强了火力强度提高了焊接速度。9头加热器使用石油液化气和氧气,适合焊接钢筋直径25-38毫米。焊枪圈外经140mm,开口40mm。
建筑钢筋施工中采用钢筋气压焊接机能够轻松完成闪光焊和电渣焊两套设备全方位的钢筋焊接工作,且质量和效益优于后者两套设备!